Shunhao Factory Fornece máquinas de alta qualidade e suporte confiável pós-venda Aqui está um guia rápido para ajudá -lo a solucionar o seu máquina automática de polimento de melamina e continue funcionando sem problemas Se a extração (retirada do material) sistema Não está funcionando, siga estas etapas simples para diagnosticar e corrigir o problema Etapa 1: verifique a folha de ferro no trilho de sucção Inspecione as duas folhas de ferro no trilho de sucção Eles interagem com os sensores da máquina, então seu alinhamento é crítico Meça a distância da parte inferior da folha de ferro até a parte inferior da folha de cobre no conjunto de sucção: deve ser 22–22 5 cm - Se a distância for superior a 22 5 cm, a posição de retirada do material pode estar desligada - Se tiver menos de 22 cm, a assembléia de sucção poderá atingir o topo e ser danificada Etapa 2: teste o relé Verifique o relé conectado ao sensor Quando a folha de ferro sobe durante a extração (dentro da faixa de 22 a 22 5 cm), o relé deve acender, indicando que está funcionando - Se o relé não acender, pode precisar de substituição Seguindo estas etapas, você pode resolver rapidamente problemas de coleta de materiais e manter sua máquina funcionando com eficiência Para obter mais assistência, entre em contato com nossa equipe de suporte - estamos aqui para ajudar!Mobile: 86-159 0599 6312 (Sra Shelly)E -mail: máquina@hongancn.com
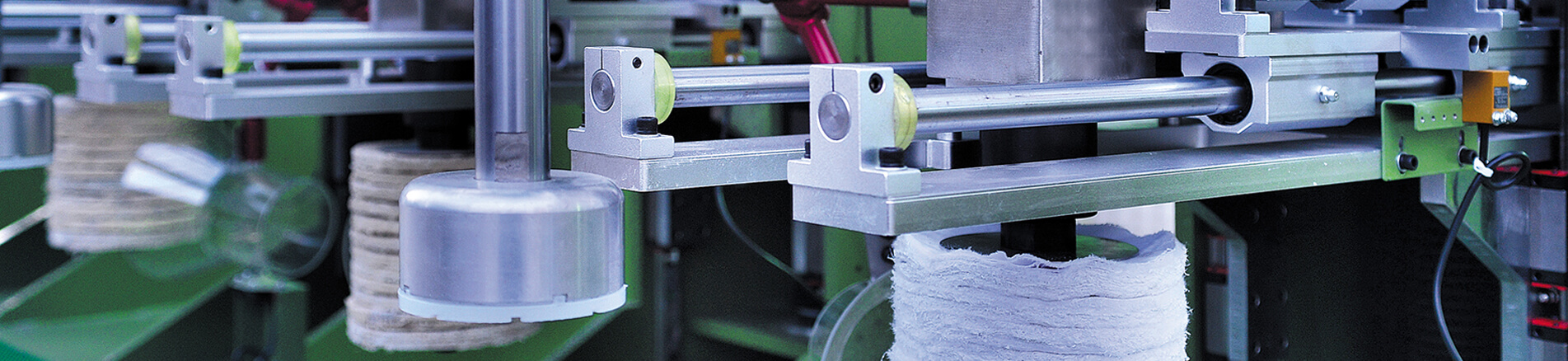
Para a produç、o de utensílios de mesa de melamina, é crucial manter a máquina de fabricaç、o de utensílios de mesa de melamina em boas condições. Entre as várias partes da máquina, o acoplamento desempenha um papel vital. Serve para ligar o motor e a bomba de óleo, atuando como um amortecedor durante a operaç、o da máquina de moldagem. Assim, a manutenç、o adequada do acoplamento n、o pode ser exagerada. Desde que a máquina de compress、o de melamina é executada em alta velocidade todos os dias, os parafusos do acoplamento às vezes podem se soltar. Portanto, para aqueles que usam as máquinas de fabricaç、o de louça de melamina da marca Shunhao, sejam clientes ou técnicos, as inspeções de acoplamento frequentes s、o altamente recomendáveis. Aqui est、o alguns aspectos de manutenç、o significativos fornecidos por Shunhao Machine e Mold Factory : 1. Fixaç、o do parafuso: No momento em que você observa que os parafusos de acoplamento se soltaram, é imperativo apertá -los imediatamente. Os parafusos soltos podem desencadear a instabilidade operacional e podem até infligir danos mais graves nas peças da máquina. 2. Verificaç、o da tampa de borracha : Examine rotineiramente se a tampa de borracha anexada ao acoplamento se deteriorou. Se houver sinais de envelhecimento na tampa da borracha, ela deve ser substituída sem demora. É provável que uma tampa de borracha envelhecida quebre, o que pode fazer com que os acoplamentos se esfreguem, levando a danos causados pelo acoplamento. Em 2022, as máquinas Shunhao Melamine Tabelware foram atualizadas com uma nova capa de material projetada para proteger os acoplamentos. Como visto na imagem:
A produção de talheres de melamina é um processo de produção aparentemente complicado porque parece haver muitos parâmetros que precisam ser ajustados. No entanto, depois de alguns meses de início, você poderá resumir vários parâmetros importantes. 1. Ajuste a distância de subida e rotação lentamente antes de fechar o molde. 2. Ajuste o tempo de moldagem de acordo com o tamanho do produto. 3. Ajuste a temperatura de acordo com as diferentes matérias-primas. 4. Ajuste da distância de exaustão, espera de exaustão e tempo de exaustão. 5. Ajuste do tempo do decalque (quase igual, só que ajustado). 6. Ajuste do tempo de pó de vitrificação (quase igual, só que com ajuste fino). Hoje a Shunhao Factory vai apresentar detalhadamente o primeiro ponto: antes do fechamento do molde, o ajuste da distância de subida e desaceleração, isso precisa ser ajustado na placa de curso da máquina (veja foto abaixo) O botão para subir e desacelerar pode ser ajustado para cima e para baixo e atrás dele há um sensor de proximidade. Este botão fica próximo ao sensor e a luz acesa, indicando que a posição começa a funcionar de rápido para lento. Quando o operário terminar de colocar a matéria-prima, pressione o botão de conformação (CURA) da máquina, e a máquina começa a subir rapidamente para fechar o molde. Portanto, ajuste o botão para decidir quando mudar de rápido para lento. Para ajudar os clientes a saberem com mais clareza, leia os detalhes a seguir. Para fabricação de pratos As matérias-primas correm mais rápido no molde de placa, então o botão para aumentar e diminuir a velocidade pode ser ajustado para baixo para fechar o molde o mais rápido possível. Para fazer tigelas profundas A matéria-prima precisa de mais tempo para preencher toda a cavidade do molde profundo, então o molde precisa ser fechado lentamente e o molde deve ser totalmente fechado quando a matéria-prima preencher toda a cavidade. Se o molde foi completamente fechado antes que a matéria-prima tenha preenchido o molde, então haverá um problema: o manômetro do óleo mostra que a pressão continua caindo, embora o molde esteja completamente fechado. Portanto, os botões na placa de curso do lado direito da máquina são muito úteis. Podemos ajustar a ação para fazer com que a máquina e o molde combinem perfeitamente, o que também é uma vantagem para prolongar a vida útil da máquina. Esperamos que este artigo seja útil para você. Continue apoiando a Shunhao Machine and Mold Factory !
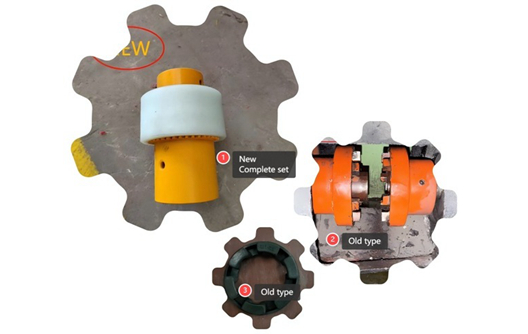
As máquinas de pré-aquecimento de alta frequência são amplamente utilizadas na indústria de moldagem, como componentes eletrônicos discretos semicondutores, circuitos integrados, outras embalagens microeletrônicas, comutadores de motor, talheres de melamina (melamina), utensílios de plástico, etc. Como uma etapa fundamental na moldagem por compressão de melamina, o pré-aquecimento pode aumentar a fluidez do pó de melamina e melhorar o brilho da superfície dos produtos moldados. O pré-aquecedor de alta frequência produzido pela Shunhao Factory é muito fácil de operar, mas ainda existem alguns aspectos operacionais aos quais o operador precisa prestar atenção. 1. Para evitar danos à máquina, é necessário garantir que não haja excesso de água e poeira no material pré-aquecido. 2. O ambiente ao redor onde o pré-aquecedor de alta frequência é colocado não pode ser úmido, empoeirado ou com luz solar direta de alta temperatura para garantir a função normal de dissipação de calor do tubo de vácuo. 3. A máquina precisa ser instalada com boa qualidade e bem conectada ao fio terra. 4. Depois que a máquina for ligada, certifique-se de que a ventoinha de resfriamento do tubo de vácuo funcione normalmente. 5. A máquina precisa ser aquecida por 10 a 15 minutos antes de funcionar ou desligar por uma hora. 6. Os materiais isolantes devem ser colocados nas extremidades superior e inferior da máquina e nenhum contato direto é permitido, caso contrário, a máquina pode ser danificada. 7. Quando houver saída de alta frequência, para evitar acidentes, não use instrumentos de baixa frequência e baixa tensão, como multímetros e medidores de teste. 8. Verifique regularmente o pré-aquecedor de alta frequência para ver se há algum desgaste, dano, mau funcionamento, etc. 9. Se a máquina acender com frequência, ela precisará ser consertada a tempo.
Depois de apresentar o aço para molde 718, a Shunhao Mold Factory compartilhará com você o padrão de seleção do aço para molde 718 e espera que seja útil para você. 1. Ao selecionar os requisitos de dureza do aço para molde 718, evite a faixa de dureza que produz fragilidade na têmpera. O limite inferior de temperatura do aço carbono é de cerca de 250 ℃, enquanto o limite superior de temperatura da fragilidade da têmpera do aço-liga é de cerca de 350 ~ 300 ℃. 2. A seleção do material do molde tem certos requisitos para evitar rachaduras. O aço-liga tem melhor temperabilidade, resfriamento e têmpera lentos, menos estresse térmico e estrutural e menos tendência a trincas. O aço carbono tem baixa temperabilidade, grande tensão na estrutura temperada e tensão térmica e é fácil de quebrar. 3. O projetista do molde formula razoavelmente as condições técnicas reais de acordo com o desempenho de uso e o tipo de aço selecionado para buscar o maior valor de dureza do tipo de aço. Para moldes de aço 718, quando os requisitos técnicos de tratamento térmico não podem ser atendidos, os requisitos que têm pouco impacto na vida útil podem ser adequadamente relaxados para evitar múltiplos reparos e sucatas. 4. Fortalecer a inspeção e gerenciamento de qualidade da matéria-prima do molde. O aço para molde 718 é o aço mais comumente usado para talheres de melamina. Os moldes produzidos pela Shunhao Molds Factory garantem atender aos requisitos técnicos na seleção do aço para moldes para garantir a vida útil e a qualidade do molde, podendo também atender aos requisitos de produção da fábrica de louças (econômicos e duráveis). Portanto, Shunhao conquistou a confiança e a afirmação da maioria dos clientes. Linha direta de compra de moldes Shunhao: +86 15905996312 E-mail: machine@hongancn.com
O aço para moldes 718 é chamado de "aço para moldes de plástico avançado" e é o tipo de aço típico mais amplamente utilizado entre os aços para moldes de plástico em geral. Aplicação: O aço para molde 718 tem boa temperabilidade e desempenho superior e pode produzir moldes de plástico grandes e de alta qualidade. Exemplos típicos de aplicação Moldes grandes, gabaritos para eletrodomésticos com elevados requisitos de superfície. Adequado para grandes moldes de plástico espelhado, como automóveis, eletrodomésticos, produtos de áudio e vídeo, etc. Pode ser usado para moldes de plástico com requisitos de polimento espelhado e é adequado para moldes de injeção e moldes de sopro para plásticos PA, POM, PS, PE, PP e ABS. Cavidade de molde altamente polida e exigente. O aço para moldes 718 é o aço mais comumente usado em fábricas de talheres de melamina e é amplamente utilizado na produção de moldes de compressão de melamina . O molde para talheres feito de aço para molde 718# é brilhante e brilhante, e os produtos de melamina produzidos são de alta qualidade e competitivos. Bem-vindo ao ligar para consulta! Celular: +86 15905996312 E-mail: machine@hongancn.com
O projeto de estrutura razoável pode garantir a vida útil do molde, portanto é a base dos moldes. A Shunhao Machine and Mold Factory possui muitos casos de sucesso na fabricação de moldes de compressão de melamina . Desde 2002, clientes de mais 30 países reconhecem e mantêm uma cooperação de longo prazo com a Shunhao. Para garantir que o molde funcione por um longo tempo de serviço, a confecção dos moldes deve obedecer às 3 regras a seguir. 1. Bom design de estrutura de fundição A peça fundida deve ter espessura uniforme para reduzir a fadiga térmica causada pela concentração de calor local do molde. Exceto a espessura, as peças fundidas devem ter cantos arredondados para evitar tensões causadas por cantos vivos no molde. 2. Projeto razoável da estrutura do molde Mantenha o equilíbrio térmico do molde. Para garantir que não seja deformado sob pressão, o molde deve ter rigidez e resistência suficientes. O objetivo da fundição do molde é reduzir o impacto e a erosão no núcleo. A tolerância e rugosidade superficial de cada componente devem ser selecionadas corretamente. 3. Padronize o processo de tratamento térmico O processo correto de tratamento térmico pode obter o melhor desempenho do molde, ou seja, resistência, dureza, estabilidade dimensional em altas temperaturas, resistência à fadiga térmica e desempenho de corte de material.
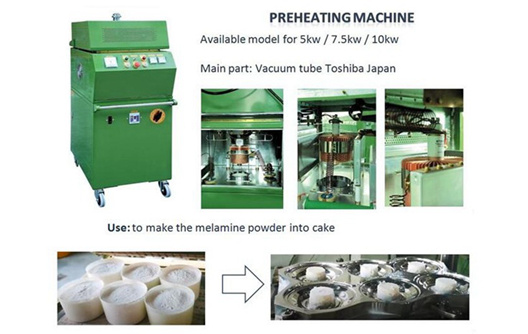
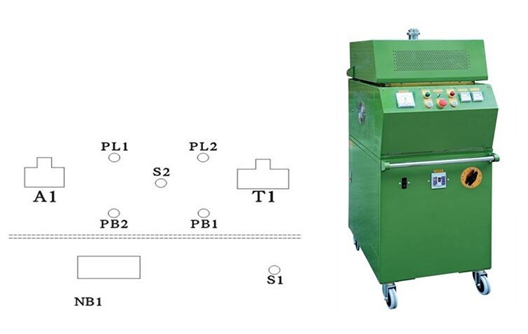
O pré-aquecimento da matéria-prima é uma etapa muito importante para a produção de louças melamínicas. Normalmente colocamos o pó na caixa especial e colocamos na máquina de pré-aquecimento de alta frequência para pré-aquecer o bolo. Pode melhorar muito a qualidade do produto. Hoje a Shunhao Factory irá compartilhar com você as etapas de operação do prehater. Primeiramente vamos conhecer o painel de controle do pré-aquecedor. Introdução ao painel de controle: A1 = MEDIDOR DE CORRENTE PL1 = LUZ PILOTO DE POTÊNCIA (VERDE) PB2 = PARTIDA DE ALTA FREQUÊNCIA S2 = INTERRUPTOR DE ALTA TENSÃO PL2 = LUZ HFPILOT (VERMELHA) PB1 = PARADA DE ALTA FREQUÊNCIA T1 = TEMPORIZADOR DE ALTA FREQUÊNCIA NB1 = DISJUNTOR SEM FUSÍVEL S1 = AJUSTADOR DE ALTA TENSÃO A seguir, mostraremos as etapas específicas da operação. 1. Abra a porta eletromecânica do pré-aquecedor (a alimentação é 380V). 2. Ligue o botão liga / desliga da máquina de pré-aquecimento (o indicador de energia está aceso) e aqueça por 5 a 10 minutos. 3. Coloque o interruptor do pré-aquecedor em "ON". 4. Defina o "tempo de aquecimento" e a "temperatura de aquecimento". 5. Coloque a matéria-prima MMC em um recipiente especial e pressione o botão "Iniciar alta frequência". ( O indicador de aquecimento acende). 6. Quando a temperatura atingir o valor definido, o pré-aquecedor irá parar de funcionar e abrirá automaticamente. 7. Se for encontrada uma anormalidade, ela deverá ser desligada e parada imediatamente e comunicada ao pessoal relevante para tratamento. Atenção: Por favor, desligue a máquina durante a verificação ou manutenção por motivos de segurança. E mantenha a porta lateral fechada durante o funcionamento.
O tubo é a parte mais importante da máquina de pré-aquecimento de alta frequência . Na Fábrica Shunhao, o tubo e a máquina serão separados e embalados cuidadosamente. A máquina utiliza embalagem selada em caixa de madeira para segurança da mercadoria, 100% de proteção da máquina contra umidade e colisão. Quando a máquina chegar com segurança à fábrica do cliente, os engenheiros da Shunhao ajudarão a instalar o tubo Canon . Primeiro, poderíamos assistir ao vídeo e ter uma ideia. Como instalar o tubo para máquina de pré-aquecimento? Aqui estão as etapas claras para você seguir. 1. Retire o vidro e coloque o tubo Canon de volta com cuidado. 2. Conecte outros fios ou bobinas com firmeza no lugar certo. Observação principal: Toshiba Japan Tube mudou o nome para Canon Tube em 1º de novembro de 2018. O tubo é a parte central da máquina de pré-aquecimento HF . A máquina pré-aquecedora é usada principalmente para o processo de pré-aquecimento de compostos de moldagem de melamina. Parâmetros da máquina de pré-aquecimento: Não Contente. HGY-520 HGY-720 HGY-1020 1 Saída 5KW 7KW 10KW 2 Fonte de energia 3Φ 220V _380 V415V 3Φ 220V _380 V415V 3Φ 220V _380 V415V 3 Entrada de energia 11KVA 13KVA 20KVA 4 Frequência de oscilação 62MHz 62MHz 27MHz 5 Tubo de vácuo 7T699RB E3069RB 8T85RB 6 Comutação de tensão 3 estágios 3 estágios 3 estágios 7 Tempo 999,9S 8 Potência de pré-aquecimento 110 ℃ em 60 segundos 9 Resina Fenólica 1200gr 1500gr 6500gr 10 Composto para moldagem de melamina 1000gr 1200gr 6000gr 11 Composto para moldagem de uréia 1000gr 1500gr 6000gr 12 Tamanho do eletrodo 310×360m/m 340×380m/m 450×560m/m 13 Espaçamento entre eletrodos 30-70m/m 30-70m/m 35-60m/m 14 Dimensões da Máquina (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 Peso da máquina 260kg 320kg 600kg A máquina pré-aquecedora possui diferentes modelos: 3KW é muito pequeno, raramente usado na indústria de melamina 5KW é normalmente usado com capacidade de pó de até 1000 gramas 7KW é semelhante ao modelo de 5KW, mas sua capacidade é de até 1200 gramas. 10KW tem capacidade de pó de até 6.000 gramas, para trabalhar com a máquina de moldagem de utensílios de melamina 300 toneladas -800 toneladas Máquina de pré-aquecimento de 10 KW é recomendada para máquina de fazer tampa de assento de vaso sanitário com ureia ,
Na prática de produção, descobrimos que as falhas do sistema hidráulico causadas pelo óleo hidráulico representaram 75% de toda a taxa de falhas hidráulicas, portanto, a forma de limpar eficazmente o tanque de óleo é particularmente importante. A Shunhao Factory apresentará medidas claras de limpeza. 1. O novo tanque de óleo hidráulico formado por soldagem deve ser tratado da seguinte forma antes da fosfatização. Use uma espátula para remover completamente a escória de soldagem e os nódulos de solda nas soldas circundantes. Use uma lima para limpar as rebarbas e rebarbas do orifício do tanque de óleo e dos orifícios roscados de conexão em todos os lugares. Limpe todas as peças com um pano sem fiapos e querosene limpo. Use ar comprimido para soprar a poeira da superfície do tanque de óleo e das peças limpas. Caso seja necessário instalar uma gaxeta no plano da tampa de vedação, deve-se fazer a gaxeta com antecedência. 2. Limpe a aparência do tanque de óleo após fosfatar Use uma espátula para limpar os resíduos e partículas da solução de fosfatação na superfície interna do tanque de óleo. Se houver manchas de ferrugem, use o pano de areia para remover a ferrugem e aplique solução de fosfatação nas peças removidas da ferrugem e limpe os resíduos da solução de fosfatização após 2 minutos. Limpe o querosene com um pano sem fiapos, limpe as portas de óleo das roscas de conexão em todos os lugares e seque com ar comprimido, sele a porta de óleo com um bujão limpo a tempo e esfregue completamente a superfície interna do tanque com querosene limpo. Sove a massa com óleo hidráulico antidesgaste limpo (L-HM46#), cole as soldas, furos, cantos e demais partes da superfície uma a uma e repita a operação até que a massa fique livre de impurezas, poeira fina e partículas . Sopre bem o interior do tanque de óleo com ar comprimido e aplique óleo hidráulico antidesgaste L-HM46# limpo (para evitar que o interior do tanque de óleo enferruje). Se o tanque de óleo limpo não estiver montado por enquanto, ele deve ser coberto imediatamente e pode ser selado com uma fita grande. E coloque a tampa do tanque de óleo para evitar poluição secundária e coloque-a na posição adequada para evitar batidas. As máquinas hidráulicas de moldagem de melamina fabricadas pela Shunhao são suportadas pela tecnologia de Taiwan, se operadas corretamente, mantidas de maneira ordenada, podem ter uma operação durável e serão o melhor ajudante para as fábricas de talheres de melamina!
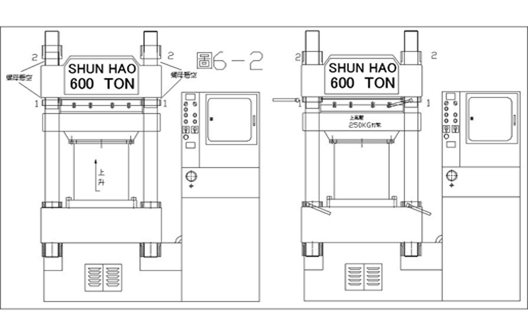
Figura 1: Máquina moldadora de melamina com rebaixamento de prensa hidráulica Antes da operação, conecte a fonte de alimentação e verifique se o sentido de rotação do motor está correto. Ligue a máquina no Modo Manual; levante lentamente a máquina até a posição da Figura 2 . 2-1 são as porcas da coluna de tensão. Instale as porcas na posição mostrada na imagem. Em seguida, fixe os parafusos 2-2 . Figura 2 Figura 3 Figura 4 Figura 5 As quatro guias paralelas devem ser fixadas com porcas, conforme Figura 3 . Em seguida, abaixe a máquina para abaixar a porca até a posição conforme mostrado na Figura 4 . Após a operação, trave as porcas, conforme mostrado na Figura 5 , e em seguida aperte as porcas no sentido anti-horário com um martelo. Figura 6 Figura 6-1 Figura 6-2 Corrija o paralelismo da placa de aquecimento: Gire as porcas do suporte superior para cima, conforme Figura 6-1 Continue levantando a placa de aquecimento, levante o suporte superior para separá-la da porca 2 , mas sem tocar na porca, conforme mostrado na Figura 6-2 Gire a porca 1 e a porca 2 bem perto do suporte superior. Pressione a máquina até 230kg/cm², e aperte a porca 2 no sentido anti-horário
Hoje, a Shunhao Machine and Mold Factory apresentará como instalar os moldes de compressão na máquina de fabricação de melamina . (Ⅰ) Verifique se as especificações dos moldes são adequadas para instalação na placa de aquecimento da máquina antes da instalação dos moldes. Ajuste o suporte móvel para a posição mais baixa e prepare 8-12 ferros de fixação fixos e várias juntas (acessórios padrão). (Ⅱ) Use uma empilhadeira para mover todo o conjunto de moldes para uma posição moderada na placa de aquecimento da máquina. Trave a placa do molde com ferro de fixação fixo, juntas e parafusos para fixar o molde inferior à placa inferior da máquina. (Ⅲ) Use o modo de operação manual da máquina de fabricação hidráulica para levantar lentamente a placa de aquecimento da máquina, de modo que o molde superior seja suavemente pressionado contra a placa superior da máquina. 1. Se o molde estiver alto, você pode afrouxar a porca na parte externa da placa superior. Após elevar o molde até a posição mais alta, aparafuse a porca interna e aperte-a e, em seguida, desparafuse a porca superior, mas fixe firmemente a placa superior. 2. Se os moldes forem mais baixos que o conjunto de moldes anterior, a placa superior deve ser abaixada para a posição apropriada com o molde anterior superior ou uma altura considerável de ferro. Mova, descarregue o molde alto anterior e substitua-o por um novo molde e instale-o no método mencionado acima. (ⅠⅡⅢ) 3. Fixe o molde superior na placa superior com uma pinça fixa. 4. Verifique e aperte todas as porcas e, em seguida, use um martelo e outras ferramentas para apertar os parafusos. Trave bem todas as porcas para evitar que se soltem durante a operação.